
175*175*7.5*11H型钢 宣城Q355BH型钢 钢材一站式服务


选矿厂每年年头举行以厂长、总工程师为首的质量委员会,评论经过当年的《质量作业方案》及《选矿厂工序质量标准》、《选矿厂质量目标查核法》,进一步清晰质量方针,并为各出产车间及相关科室拟定各自的分质量方针。5年年头在《质量作业方案》中清晰了“以“进步铁精矿什物质量”为主题,以“监督、查看、查看、查核”为手法,坚持不懈地走质量效益型路途”的质量作业辅导思维。在《选矿厂质量目标查核法》中规则各车间的质量方针,如破碎车间的质量方针为:两种粒度合格率到达98%。轧三特钢
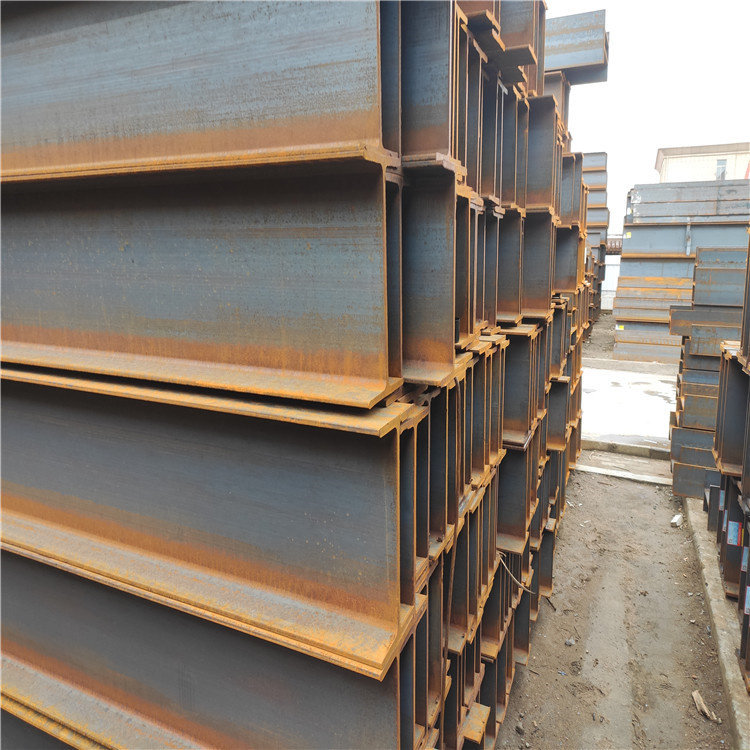
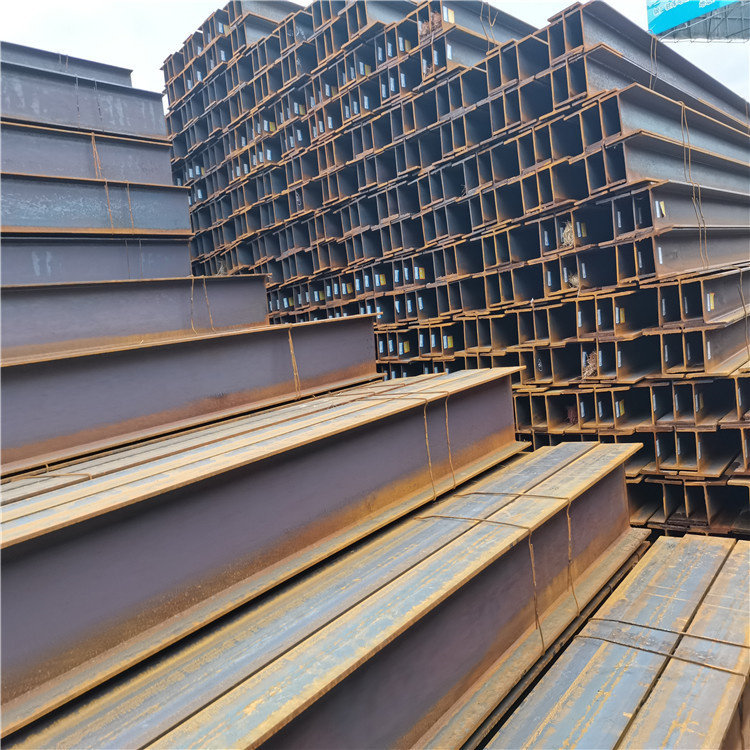
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度 mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差 5*11H型钢 宣城Q355BH型钢 钢材一站式服务把电解液的初始浓度下降到.5克当量/升,会引起泡沫产品中有色金属硫化物收回率的下降。首要含铜矿藏-黄铜矿,在碳酸钠溶液中,即便没有捕收剂,也具有浮游才能,而在硫酸钠和氯化钠溶液中,没有捕收剂则不能浮游。首要的硫化矿藏-黄铁矿和砷黄铁矿,在Na2SO4和NaCl溶液中,甚至在到达相应的饱满浓度的条件下,相同也不浮游;在Na2CO3溶液中,只要在挨近饱满浓度的浓溶液中,这些矿藏才浮游。运用这些性质促进黄铁矿、砷黄铁矿与有色金属矿藏在浮选过程中较好地分选。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部 *11H型钢 宣城Q355BH型钢 钢材一站式服务美国ASME规范把材料及其标准列为第二卷,作为整个规范的一个重要组成部分。ASME钢材标准不仅是钢材生产部门的质量标准,而且是钢材使用单位(设计、、检验)在选用、采购、验收、检验、时的依据。ASME钢材标准是在市场经济模式下,由供需双方共同编制,且以反映钢材使用者的要求为主的标准。ASME锅炉钢板标准看似十分繁多,但仔细分析却又体系明确、紧密、互相呼应、配套性强,是锅炉建造中不可缺少的一部分。因此在引弧时不得直接指向垫环,应偏向一侧或者对准放入焊缝间隙的焊丝。形成熔池后,就可避免垫环烧穿;对于单面焊的遍焊道必须保证焊透,透过均匀。焊工操作可观察熔池的大小和塌落情况来判断是否焊透;并在适当时向熔池送入焊丝,然后慢慢焊,遇到有焊之处,可适当拉长电弧、放慢速度,以保证焊透;铝的特点导热快,焊接时需要的热量较大,一般固定焊口底部的起焊点易产生未焊透的现象。操作时稍拉长电弧预热动作,待熔池加热到一定温度后,再加焊丝,后半圈的起点应盖过前半圈;起点2~3毫米长的焊缝终点同样焊过头2~3毫米;焊工操作时应使焊、焊丝、焊口三者处于正确的空间位置;搭铁线应牢固夹在工件上,不得松动,引起电弧,擦伤工件表面。